Struggling with failed batches from the wrong water repellent? This costly mistake frustrates your team and customers. A systematic approach is the only way to choose the right agent.
The key is a systematic approach. First, define your fabric and required performance. Then, evaluate the agent's durability, compatibility with your existing dyeing process and chemicals, and its compliance with safety and environmental regulations. Finally, you must test it in your own facility.
I've seen so many factory managers treat this decision like they're buying vegetables at the market—they just look at the price tag. But Chen Ning, our founder, always taught me that choosing a water repellent is a core engineering decision. It affects everything that comes after it in the process. Getting it wrong leads to waste, while getting it right is a source of profit and reliability. Let’s break down the exact steps you need to take to avoid the common pitfalls and find a product that truly works for your dye factory.
What Fabrics Are You Treating & What Level of Water Repellency Do You Need?
Using one agent for all fabrics sounds simple, right? But this one-size-fits-all approach leads to poor results on some textiles and costly overkill on others.
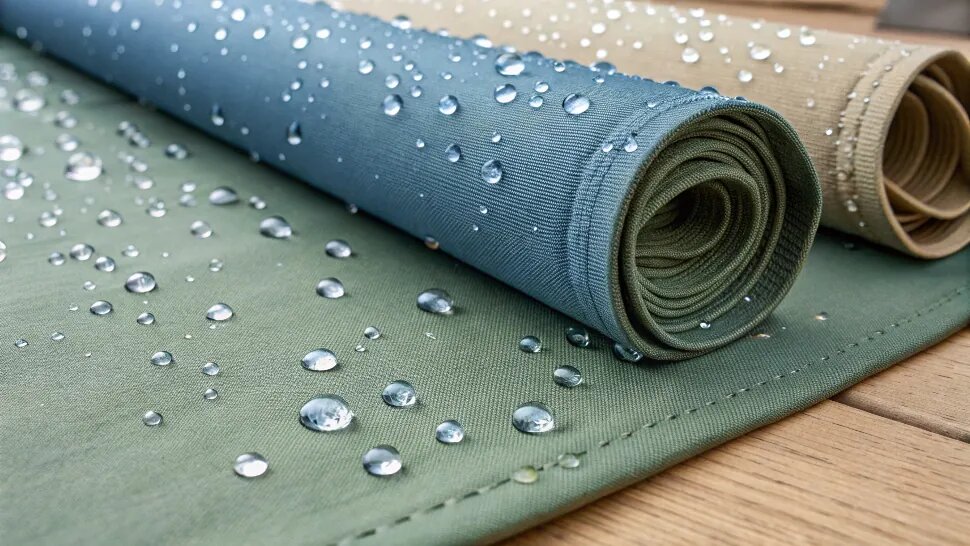
Start by identifying your fabric type—natural like cotton or synthetic like polyester. Then, define the performance level you need, whether it's basic shower-proofing or high-level waterproofing, which can be measured with standard tests like the spray test or hydrostatic pressure test.

The first step is always to look at what's in front of you. A water repellent that works wonders on tightly woven polyester might completely fail on a loosely knit cotton. Based on my experience helping clients troubleshoot, this is the most common starting mistake. We need to be more specific.
Key Fabric Characteristics
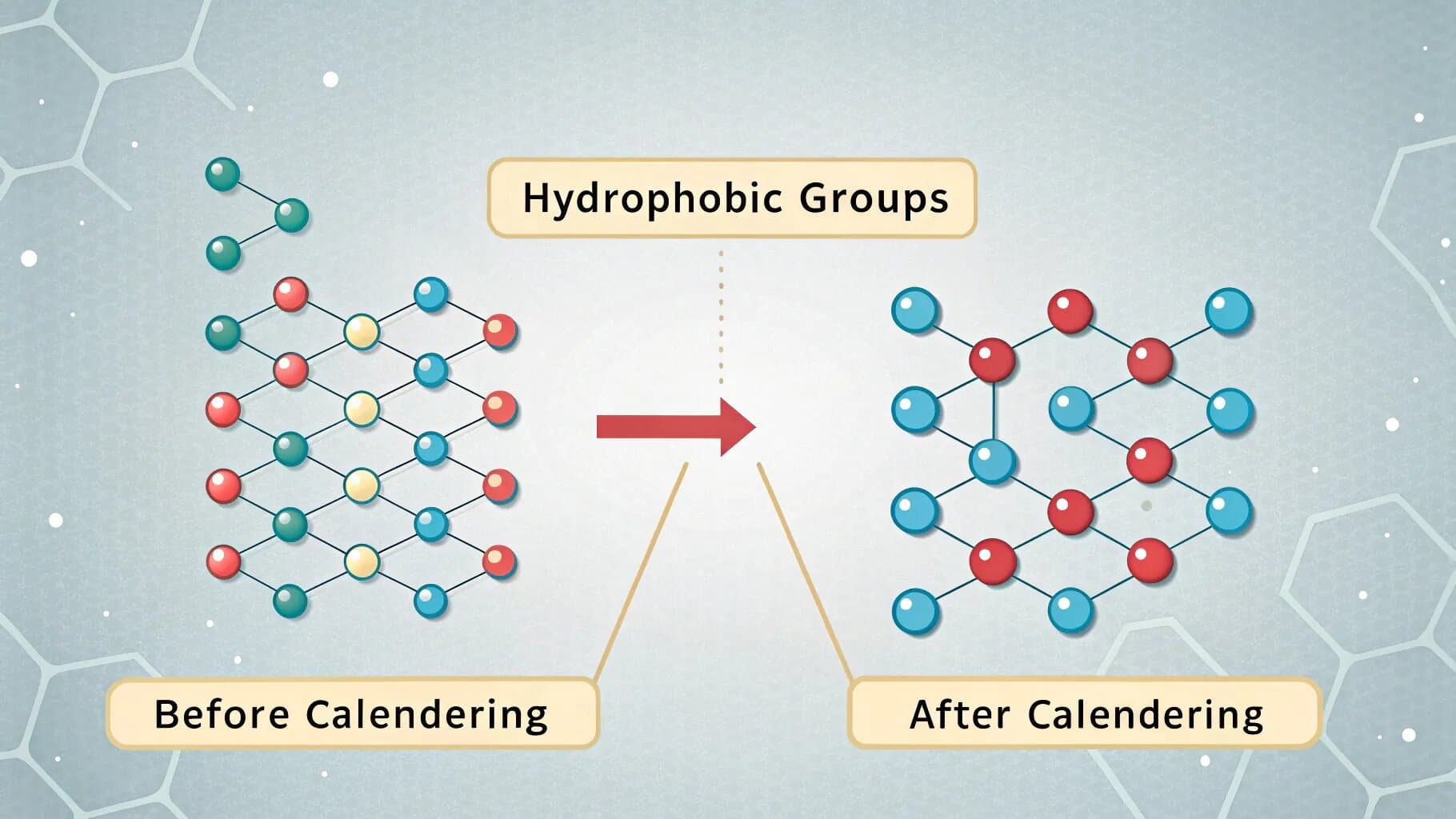
The agent's ability to bond with the fiber is everything. Synthetic fibers like polyester are hydrophobic (they naturally repel water), so they are easier to treat. Natural fibers like cotton are hydrophilic (they absorb water), so they require a more robust film-forming agent. The fabric's construction also matters immensely. A dense, tightly woven fabric provides a better surface for the repellent to form a uniform layer, while an open, knit fabric is much more challenging.
Defining Performance Levels
You must be precise about what "water repellent" means for your customer. You can use industry-standard tests to set clear targets.
| Performance Level |
Typical Use Case |
Target Test Standard |
| Basic (Showerproof) |
Casual wear, light jackets |
AATCC 22 Spray Test: 80-90 |
| Medium (Rain Resistant) |
Everyday outdoor wear, sportswear |
AATCC 22 Spray Test: 90-100 |
| High (Waterproof) |
Technical outdoor gear, tents |
AATCC 127 Hydrostatic Pressure: >5000mm |
Don't just ask for a "good" water repellent. Ask for an agent that achieves a spray test score of 90 on your specific polyester-cotton blend fabric. This clarity prevents misunderstandings and disappointment.
How Durable and Effective is the Water Repellent Agent? (Beyond Initial Spray Rating!)
Your fabric looks perfect right after treatment. But after a few washes, customers complain that the expensive water-repellent feature is gone. Durability is the real test of quality.
True effectiveness is measured by performance after multiple wash cycles and abrasion tests. An agent that maintains a high spray rating after 20 or more launderings is far superior to one that only performs well initially. This is the difference between a real and a fake finish.

I remember a client who was thrilled with a cheap agent. The initial spray test was a perfect 100. They were so happy with the cost savings. But after we simulated just three gentle home washes in our lab, the rating dropped to 70. They had to rework an entire batch, which cost them more than if they had bought the better agent in the first place. Initial results can be deceiving; longevity is where the real value lies.
Measuring Wash Durability
The supplier's technical data sheet (TDS) should state the performance after a certain number of washes (e.g., "maintains a 90 spray rating after 20 washes"). But you must verify this. Test it in your own lab according to standard washing procedures like AATCC 135. Does it hold up? How steep is the drop-off in performance? A gradual decline is normal, but a sudden cliff-edge drop after 5 washes is a major red flag.
Considering Abrasion and Use
Fabric doesn't just get washed; it gets worn. Think about a jacket rubbing against a backpack strap or trousers rubbing against a chair. This is called abrasion. A good water repellent finish should be resistant to this "crocking" or rubbing. There are specific tests for this, but a simple, practical test in your lab can tell you a lot. Rub a sample with a standard cloth and see if the water repellency is affected. A durable finish should resist both washing and daily wear and tear.
Measuring Wash Durability
The supplier's technical data sheet (TDS) should state the performance after a certain number of washes (e.g., "maintains a 90 spray rating after 20 washes"). But you must verify this. Test it in your own lab according to standard washing procedures like AATCC 135. Does it hold up? How steep is the drop-off in performance? A gradual decline is normal, but a sudden cliff-edge drop1 after 5 washes is a major red flag.
Considering Abrasion and Use
Fabric doesn't just get washed; it gets worn. Think about a jacket rubbing against a backpack strap or trousers rubbing against a chair. This is called abrasion. A good water repellent finish should be resistant to this "crocking" or rubbing. There are specific tests for this, but a simple, practical test in your lab can tell you a lot. Rub a sample with a standard cloth and see if the water repellency is affected. A durable finish should resist both washing and daily wear and tear.
Is the Agent Compatible with Your Dyeing Process, Chemicals & Equipment?
You found an amazing water repellent. But when you add it to your bath, it causes spots on the fabric or changes the color of your dye. Now you have a huge problem.
Compatibility is critical, especially in a dye factory. Check the agent's ionicity—non-ionic is often the safest choice as it won't react with other cationic or anionic auxiliaries like softeners. Also, ensure it is stable at your process pH and temperature.

Chen always says, "A dyehouse is a complex soup of chemicals." You are not just adding one product; you are creating a recipe. A new ingredient can spoil the whole dish if it doesn't get along with the others. In my work, I've seen more batches ruined by chemical incompatibility than by almost any other cause. This is especially true when adding finishes after dyeing.
The Critical Role of Ionicity
This is the most important technical point. Chemicals have an electrical charge.
Cationic: Positive charge (+)
Anionic: Negative charge (-)
Non-ionic: Neutral charge
If you mix a cationic product (like many softeners) with an anionic product, they will react, clump together, and precipitate out of the solution. This creates stains and residue on your fabric. Since you may use other auxiliaries for hand-feel or anti-static properties, a non-ionic water repellent is often the most versatile and safest choice for a dye factory. It's less likely to cause an unwanted reaction.
Matching Process Parameters
Your water repellent must work within your existing production setup. Don't change your entire process for one chemical.
| Factor |
Why It Matters |
What to Check on the TDS |
| Ionicity1 |
Prevents reactions with other auxiliaries (softeners, fixing agents). |
Is it Cationic, Anionic, or Non-ionic? |
| pH Stability |
The agent must perform in your dye bath's pH range without breaking down. |
Does it work in acidic, neutral, or alkaline conditions? |
| Temperature |
It must be stable at your process temperatures and cure effectively. |
What is the recommended application and curing temperature? |
Before you even request a sample, check these three parameters on the product's technical data sheet. If it doesn't match your process, don't waste your time.
Does it Meet Crucial Environmental, Safety & Target Market Regulations?
You've produced a fantastic batch of performance fabric. But it gets rejected by your European buyer because it contains a banned chemical. This is a business-ending mistake.
Before you even test an agent, verify that it complies with the regulations of your target market. Check for certifications like bluesign®, OEKO-TEX®, and ensure it meets the ZDHC MRSL. Specifically, confirm it is free from harmful long-chain fluorocarbons (PFOA/PFOS).

Compliance is no longer optional; it is a requirement for market access, especially if you export to Europe or North America. I spend a lot of my time helping clients navigate these complex rules. It's not just about being "green"; it's about being able to sell your product. You must know the rules of the game before you start playing.
The Shift Away from PFCs
For years, C8 fluorocarbon chemistry provided the best water and oil repellency. However, these long-chain chemicals were found to contain PFOA and PFOS, which are persistent in the environment and harmful to health. As a result, they are now heavily regulated or banned worldwide. Most modern agents use shorter-chain C6 technology or are completely fluorine-free. You must confirm that your supplier's product is "PFOA/PFOS-Free1" or compliant with the latest EU REACH regulations.
Key Certifications to Look For
These logos are your passport to global markets.
OEKO-TEX®2: This standard ensures the final product is safe for human contact and free from a long list of harmful substances.
bluesign®: This is a more holistic system that certifies the entire production process, from chemical inputs to final fabric, ensuring it is sustainable and safe for workers, consumers, and the environment.
ZDHC MRSL (Manufacturing Restricted Substances List): This is not a certification but a list of chemical substances that are banned from intentional use in the processing of textiles and apparel. Your chemical supplier must be able to confirm their products comply with this list.
What's the TRUE Cost? Balancing Price, Concentration & Long-Term Performance?
You see two agents. Agent A costs $2/kg and Agent B costs $4/kg. The choice seems obvious, right? But this simple view often leads to higher an overall cost.
The true cost is not the price per kilogram. It's the cost per meter of treated fabric. A more expensive, highly concentrated agent may require a much lower dosage, making it cheaper in the long run. Also factor in re-processing costs from failed, cheaper agents.

At ZeZhuang, we constantly have to explain this concept. A low price per kilo is a very effective sales trick, but it hides the real story. You must look at the "cost-in-use." This requires a bit of math, but it's a calculation that will save you a lot of money. The goal is to find the lowest cost for the required performance, not the lowest price on the invoice.
Calculating the Cost-in-Use1
Let's break it down with a simple example. You need to treat 1,000 meters of fabric.
| Parameter |
Agent A (Cheap) |
Agent B (Premium) |
| Price per kg |
$2.00 |
$4.00 |
| Solid Content |
15% |
30% |
| Required Dosage |
60 g/L |
30 g/L |
| Total kg Needed |
60 kg |
30 kg |
| Total Chemical Cost |
$120.00 |
$120.00 |
In this scenario, the "expensive" agent has the same cost-in-use because it's twice as concentrated. Now, what if Agent B also provides better durability, reducing your re-processing rate2 from 5% to 1%? Suddenly, the premium agent becomes significantly cheaper when you account for the waste and extra labor of the "cheap" one. Don't be fooled by the price per kilo. Always ask for the recommended dosage and do the math.
How Eco-Friendly is the Solution? Should Sustainability Be a Priority?
You may think eco-friendly options are just for niche brands. But major brands and consumers are demanding more sustainable products. Ignoring this trend is a risk to your future business.
Sustainability is increasingly a commercial requirement. You should evaluate fluorine-free options alongside C6 agents. While fluorine-free agents may have lower oil repellency, their water repellency and environmental profile are excellent and meet the demands of a growing market segment.

The market is clearly shifting. While high-performance C6 technology is still necessary for certain technical applications, the demand for fluorine-free water repellents is growing rapidly, especially for casual wear and indoor textiles. We've invested heavily in developing these solutions because we see it as the future. Choosing a sustainable option is not just about environmental responsibility; it's about positioning your factory as a forward-thinking partner for modern brands.
Fluorine-Free vs. C6: A Quick Comparison
This is a key strategic decision you'll need to make with your clients.
C6 Water Repellents:
Pros: Excellent water repellency and good oil repellency. Very durable.
Cons: Contains fluorine, facing increasing regulatory pressure.
Best for: High-performance outerwear, workwear, and applications where oil/stain resistance is critical.
Fluorine-Free Water Repellents:
Pros: Excellent environmental profile (biodegradable, no fluorine). Meet all regulations. Great water repellency.
Cons: Little to no oil repellency. Durability might be slightly lower than the best C6 options.
Best for: General apparel, sportswear, and any product where sustainability is a key selling point. Offering both solutions allows you to cater to the full spectrum of market needs.
Have You Rigorously Tested It in YOUR Lab and Production Environment?
The supplier's data sheet looks perfect, and the sample performed well in a beaker. But theory is one thing, and your production line is another. Never skip the final, most crucial step.
You must validate any new agent in your own facility. Start with a lab trial to confirm compatibility and performance. Then, run a small pilot production batch to see how it performs on your actual machinery before committing to bulk purchasing.

This is the golden rule Chen built our company on: "Trust, but verify." I cannot stress this enough. I have seen perfect lab results fail in production because of variables like water hardness, machine speed, or drying temperature. A supplier's lab conditions are not your lab conditions. Your factory is the only test that matters.
The Three-Step Testing Process
Follow this sequence to avoid costly mistakes.
Lab Dip Test: This is your first check. Mix the agent with your other standard chemicals (dye, fixing agents, softeners) in a beaker. Does the solution remain stable? Does it form clumps? Dip a piece of your actual fabric. After drying and curing, does it meet your performance target (e.g., spray test)? This simple test weeds out 80% of unsuitable products.
Pilot Production Trial: If the lab test passes, run a small batch (e.g., 50-100 meters) on your production machinery. This is a real-world test. It checks how the agent behaves in your padding mangle and at your dryer temperatures. Are there any application issues like foaming or buildup on the rollers? Does the final product meet the spec?
Bulk Production: Only after the pilot trial is successful should you consider using the agent for a large order. By following this process, you move from a theoretical choice to a proven solution with confidence.
Conclusion
Choosing the right water repellent is a system, not a single decision. By evaluating your fabric, performance, durability, compatibility, and true cost, you can make a smart, profitable choice.
Understanding Cost-in-Use helps in making informed decisions about chemical purchases, ensuring you get the best value for your investment.
Exploring the impact of re-processing rates can reveal hidden costs and savings, guiding you to choose the most efficient chemical agents.


 English
English  Español
Español 









 Jul 30 , 2025
Jul 30 , 2025  Company News
Company News